 | |
|
|
ottagono n.83 |
|
|
|
|
|
|
|
|
vetroresina ad iniezione |
|
|
|
|
|
ottagono pubblica un articolo di Ottorino Piccinato sui progetti dello studio Milano los angeles che utilizzano la vetroresina a iniezione |
|
|
|
|
|
|
|
|
|
| copertina e pagine interne |
|
 |
|
|
|
|
|
 |
|
 |
|
|
|
 |
|
 |
|
|
|
|
|
|
|
|
|
| |
|
|
testo |
|
|
|
|
|
vetroresina ad iniezione
economia e resistenza: una nuova tecnologia di lavorazione per il design, adata alee produzioni di media serie, che sfrutta le buone qualità meccaniche ed estetiche della vetroresina e che comporta un basso investimento iniziale
di fabrizio latini e Ottorino Piccinato
sin dal primo approccio, balza immediatamente all'occhio che il materiale di cui si andrà a trattare è di natura composita
si avvale infatti delle ben note qualità meccaniche delle fibre di vetro, sottoforma di fogli (met), e di un composto chimico, la resina, che funge da legante e rinforzante, penetrando tra le fibre vetrose, colmandone gli interstizi per formare una struttura omogenea e resistente
la tecnologia della vetroresina ad iniezione si discosta dalla tecnica tradizionale, ormai trentennale, soltanto nell'ultima parte della lavorazione, al momento cioè, della messa in opera della resina
usualmente, in seguito all'applicazione manuale dei fogli di fibra di vetro, si stende, sempre a mano, la resina
nella tecnica ad iniezione, invece, tale operazione viene eseguita con una serie di vantaggi, da un macchinario che inietta la resina a pressione all'interno di uno stampo
la prima fase della lavorazione, a partire dall'elaborato del progettista, interessa l'esecuzione di uno stampo di legno in scala reale, che verrà successivamente trattato superficialmente con delle accurate operazioni di levigatura per ottenere una superficie perfettamente liscia e priva di irregolarità di sorta
per ottimizzare il risultato, seconda fase, si completerà il trattamento tramite una verniciatura, atta all'otturazione di tutti i pori del legno
fase numero tre: ottenimento dal modello di uno stampo tramite calco
non a caso il materiale più idoneo a tale scopo è la vetroresina stessa, con cui si ricopre il modello in questione, ancora una volta con un metodo manuale, facendo uso sia di una spatola che di un rullo, oppure anche di una tecnica a spruzzo
si ottiene in tal modo una superficie interna perfettamente liscia, mentre l'esterna, per ovvii motivi, presenterà delle irregolarità che comunque non pregiudicheranno la buona qualità del prodotto finito
applicando il materiale a mano, non è indispensabile ottenere anche la parte maschio dello stampo
uno dei grandi vantaggi nell'uso della vetroresina ad iniezione consiste in tale metodologia di ottenimento degli stampi: l'investimento da parte dell'impresa rispetto all'adozione degli stampi in acciaio può essere di trenta volte inferiore
i costi infatti di stampi anche di notevoli dimensioni, ad esempio il paraurti di un'automobile, possono raggiungere la cifra massima di 6/7 milioni (lire n.d.r.), cosa del tutto impensabile nel caso di stampi in acciaio. tale peculiarità dovrebbe essere sufficiente da sola ad alimentare maggiori consensi dal lato imprenditoriale
se così non è, riteniamo che la causa sia da imputare alla scarsa conoscenza che si ha di tale tecnica
fase numero quattro: stampaggio vero e proprio
due sono le metodologie di stampaggio: a bassa pressione e ad iniezione della resina
nella bassa pressione, mentre lo stampo è ancora aperto, si applica manualmente uno strato di resina poliestere, denominato gelcoat, che aderisce perfettamente alle pareti interne dello stampo andando a costituire la finitura esterna del pezzo finito
su questo vengono applicati i cuscinetti di fibra di vetro
infine, ancora a mano, viene steso uno strato di resina che viene compresso dal maschio dello stampo, alla pressione di 8/10 kg/cmq e a temperatura ambiente
la compressione della resina ha lo scopo di compensare i vuoti d'aria lasciati dalla fibra di vetro e favorire un processo di polimerizzazione della resina
tale polimerizzazione potrebbe essere accelerata operando ad una temperatura di 50/60 gradi, solamente però disponendo di uno stampo predisposto a tale uso
in questa tipologia di stampaggio, è sufficiente una temperatura ambiente di 20 gradi, con un notevole vantaggio nei confronti delle temperature ben più elevate necessarie in altre tecnologie e materiali
caratteristica negativa di questo metodo è il tempo di lavorazione che si aggira sui venti minuti dal momento dell'avvio del procedimento sino all'apertura ed estrazione del pezzo finito
riguardo alla tecnologia ad iniezione, i preliminari sono i medesimi che nella bassa pressione
la differenza consiste nella parte finale di applicazione della resina, che in questo caso non verrà depositata a mano, bensì iniettata meccanicamente, tramite ugelli
anche meccanico è il controllo della pressione di chiusura dello stampo, mediante pistoni regolabili
durante l'iniezione alcuni punti di sfogo testimoniano l'avvenuto riempimento. tale riempimento può essere facilitato, in casi difficoltosi, dalla creazione di un vuoto all'interno dello stampo
è possibile anche ottenere dei prodotti semplicemente sotto vuoto, cioè soltanto con la parte maschio dello stampo la cui matrice è costituita da un foglio flessibile di gomma siliconata che funge da elemento di pressione della resina quando viene creato il vuoto
la colorazione del pezzo può avvenire tramite l'applicazione di un gelcoat già pigmentato, caso anomalo nell'ambito dei materiali plastici, nello stampaggio dei quali difficilmente la colorazione superficiale è la prima fase di lavoro
diversamente la resina stessa può essere colorata in pasta, garantendo al pezzo costanza cromatica, anche in caso di rigatura o scalfittura
terza possibilità, la più diffusa, consiste nell'iniettare resina non pigmentata, che verrà in un secondo tempo trattata superficialmente (carteggiata o lavata con solventi), per permettere l'aggrappo della vernice
in questo caso il distacco del pezzo dello stampo deve essere favorito dall'apposizione di una pellicola di distaccante, in genere alcool polivinilico
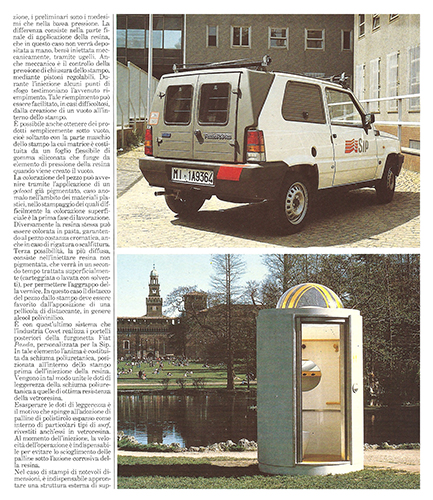
è con quest'ultimo sistema che l'industria covet realizza i portelli posteriori della furgonetta fiat panda, personalizzata per la sip
in tale elemento l'anima è costituita da schiuma poliuretanica, posizionata all'interno dello stampo prima dell'iniezione della resina. vengono in tal modo unite le doti di leggerezza della schiuma poliuretanica a quelle di ottima resistenza della vetroresina
esasperare le doti di leggerezza è il motivo che spinge all'adozione di palline di polistirolo espanso come interno di particolari tipi di surf, rivestiti anch'essi in vetroresina
al momento dell'iniezione, la velocità dell'operazione è indispensabile per evitare lo scioglimento delle palline sotto l'azione corrosiva della resina
nel caso di stampi di notevoli dimensioni, è indispensabile approntare una struttura esterna di supporto, atta ad assicurare la perfetta tenuta dello stampo, anche dopo molte ore di lavoro
è comunque indispensabile, dopo circa 300 stampate, una revisione dello stampo, per mantenere inalterate le caratteristiche di serialità dell'oggetto
un oggetto che evidenzia le caratteristiche di resistenza del materiale è il raccoglitore del vetro ad uso urbano
chiamato a respingere gli attacchi degli agenti atmosferici, si comporta egregiamente in particolare contro l'azione destabilizzante dei raggi ultravioletti
il costo particolarmente contenuto degli stampi non pone limiti alle dimensioni degli oggetti realizzabili
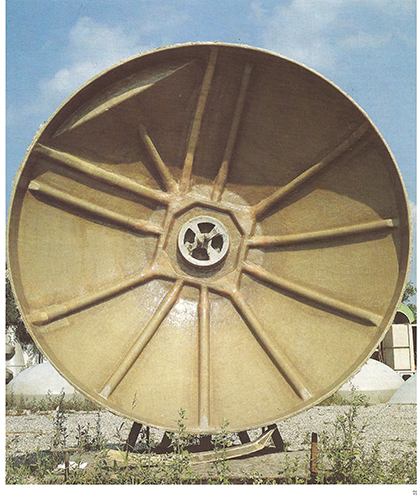
lo dimostra la produzione di alcune parabole per radar che arrivano a misurare anche 5 metri di diametro
in questo caso l'adozione di stampi tradizionali in acciaio sarebbe pressoché impossibile, sia per il costo assoluto, comunque esorbitante, sia per lo scarso numero di esemplari prodotti, che non consentirebbe un ammortamento accettabile
per tornare all'arredo urbano, possiamo ancora ricordare come marco zanuso abbia fatto ricorso a questo materiale nella progettazione del servizio pubblico ad uso esterno, facendone un esempio di buon design: è dunque auspicabile che non venga relegato a settori produttivi per loro natura estranei a ricercatezze estetiche, ma piuttosto varrebbe la pena tentare una sua maggiore diffusione anche ad interessare settori di arredamento e di industrial design, sinora appannaggio unico delle tecniche di stampaggio tradizionali
dopo dieci anni di sperimentazione della tecnologia della vetroresina ad iniezione, regna ancora una ignoranza piuttosto diffusa in merito, malgrado alcune interessanti applicazioni siano state effettuate
citiamo, tra le altre, alcuni componenti della motocicletta da enduro laser, realizzata dalla ditta ancillotti; la carrozzeria di alcune apparecchiature elettroniche; o anche la colonnina dell's.o.s. installata sulla tangenziale est di Milano e sull'autostrada Milano-Genova, tutti progetti dello studio Milano-los angeles, quest'ultima in collaborazione con lo studio dell'ingegner nastuzzo
non ultima è l'adozione da parte della vettura fuoristrada suzuki di un hardtop in vetroresina iniettata
fabrizio latini e Ottorino Piccinato
|
|
|
|
|
|
|
|
|
| |
|
|
didascalie |
|
|
|
|
|
- immagine di una colonnina autostradale per richiesta di pronto intervento, progettata dallo studio Milano-los angeles e dall'ingegner nastuzzo
- una parabola per radar con diametro pari a 5 metri: i costi contenuti dalla tecnologia di stampaggio ad iniezione consentono di produrre oggetti di grandi dimensioni anche in pochi esemplari, mentre le ormai riconosciute qualità della vetroresina ne fanno un materiale particolarmente idoneo a respingere gli attacchi degli agenti atmosferici (foto bella & ruggieri)
- immagine della furgonetta fiat panda, nella versione approntata per la sip: i portelli posteriori sono realizzati con un'anima di schiuma poliuretanica, protetta da un rivestimento in vetroresina (foto bella & ruggeri)
- il servizio pubblico per esterni progettato da marco zanuso: la cupola di copertura e alcune componenti dell'arredo interno sono state realizzate in vetroresina stampata ad iniezione
- raccoglitori per vetro e carta ad uso urbano, prodotti da covet con la medesima tecnologia
-
scocca in vetroresina di computer, che avvolge monitor e tastiera in un pezzo unico |
|
|
|
|
|
|
|
|
|